 0938.388.583
0938.388.583
 sales.amech@gmail.com
sales.amech@gmail.com
 Mở cửa: Từ 8:00 đến 20:30
(Tất cả các ngày
trong
tuần)
Mở cửa: Từ 8:00 đến 20:30
(Tất cả các ngày
trong
tuần)


SƠ ĐỒ THỦY LỰC MÁY ÉP 1200 TẤN
1. Giới thiệu sơ đồ và chức năng.
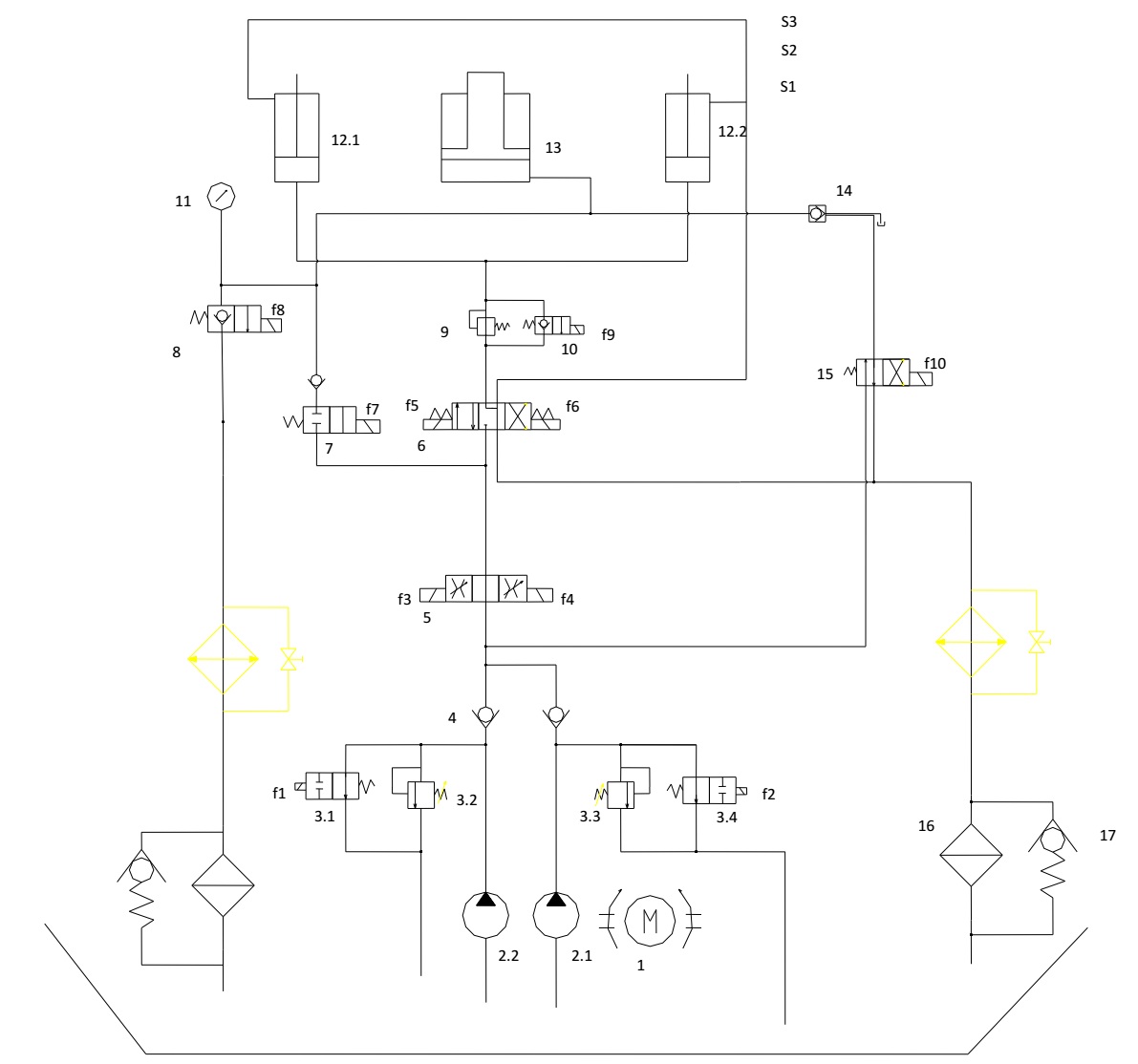
Các phần tử thuỷ lực dùng trong hệ thống.
+ 1 Động cơ điện (1): có nhiệm vụ cung cấp năng lượng cho hệ thống hoạt động.
+ 2 bơm nguồn (2.1 ; 2.2): một bơm bánh răng và một bơm pittong roto hướng trục làm nhiệm vụ cung cấp áp suất và lưu lượng cho toàn bộ hệ thống thuỷ lực.
+ 2 van an toàn (3.2 ; 3.3): đảm bảo cho áp suất trong hệ thống không vượt quá một giá trị cho phép nhằm bảo vệ cho các thiết bị trong hệ thống không bị phá huỷ và hệ thống làm việc đúng yêu cầu thiết kế đề ra. Khi áp suất trong hệ thống vượt quá giá trị cho phép van an toàn mở cửa và khi đó dầu sẽ xả bớt về bể cho đến khi áp suất trong hệ thống giữ ở giá trị cho phép.
+ 2 van phân phối 2/2 (3.1; 3.4): hai van này dùng để điều khiển hệ thống cho các quá trình ép và quá trình nâng bàn khuôn
+ 2 Van một chiều (4): van một chiều dùng trong hệ thống chỉ cho dầu đi qua theo một chiều, chiều ngược lại bị chặn.
+ Van tiết lưu có điều khiển (5): được điều khiển bằng các tín hiệu điện để điều chỉnh áp suất làm việc khác nhau của hệ thống.
+ Van phân phối 4/3 (6): có tác dụng điều khiển dòng áp lực lên các xi lanh, điều khiển các chế độ hoạt động khác nhau của máy ép.
+ Van phân phối 2/2 (7): cũng được điều khiển bằng tín hiệu điện, van số 7 này có tác dụng điều khiển xi lanh ép.
+ Cụm van (9) và (10): có tín hiệu điều khiển khi bàn ép đi xuống.
+ Đồng hồ (11): đo và theo dõi áp suất làm việc của hệ thống trong lúc ép.
+ Xi lanh thuỷ lực 2 chiều (12.1 và 12.2): có tác dụng nâng bàn đỡ và sản phẩm lên xuống.
+ Xi lanh thuỷ lực 1 chiều (13): là xi lanh ép sản phẩm.
+ Van 1 chiều có điều khiển (14): được điều khiển bằng tín hiệu thuỷ lực. Tác dụng chính là xả nhanh dầu từ xi lanh 13.
+ Bộ lọc dầu (16): lọc dầu trước khi xả vào bể dầu.
+ Bể dầu (17): chứa dầu cung cấp cho hệ thống làm việc.
2. Quá trình hoạt động của máy ép như sau.
+ Trạng thái chờ: Nối điện cho động cơ, hai bơm cũng bắt đầu hoạt động để cấp dầu vào hệ thống. 2 van (3.1 và 3.4) ở trạng thái thường nối (chưa có tín hiệu điện), dầu từ 2 bơm sẽ qua van và trở lại bể dầu. Đây chính là quá trình chờ để đưa phôi ép vào khuôn. Trong trạng thái này các xi lanh ở vị trí tận cùng dưới.
+ Quá trình đi lên của bàn chứa phôi ép (bàn ép): bấm nút start lúc này van 3.1 sẽ có tín hiệu f1, khoá đường dầu từ bơm bánh răng (2.1) về bể. Van 3.4 vẫn chưa có tín hiệu do vậy dầu từ bơm Piston 2.2 sẽ qua van 3.4 này về bể. Đồng thời lúc này f5 sẽ có tín hiệu, dầu sẽ qua van số 10 đi lên 2 xi lanh 12.1 và 12.2. Lúc này các xi lanh sẽ bắt đầu đi lên trên với tốc độ không tải Vkt= 5cm/s từ vị trí S1->S2.
+ Quá trình ép: Khi các xi lanh đến vị trí S2 (công tắc hành trình), lúc này van 3.4 có tín hiệu f2 và dầu từ bơm Piston bắt đầu bơm vào hệ thống. Đồng thời lúc này van phân phối số 7 bắt đầu có tín hiệu f7 cho phép dầu từ bơm Piston 2.2 đi vào xi lanh ép 13. Hệ thống bắt đầu thực hiện quá trình ép với áp suất ép và vận tốc ép được điều chỉnh nhờ van số 5. Các xi lanh đi từ vị trí S2 đến S3.
+ Quá trình giữ tải: quá trình này là quá trình khi các xi lanh đến vị trí S3 và giữ nguyên vị trí trong thời gian t định trước. Đây là thời gian để cho phôi khử được các biến dạng dư và thành sản phẩm đạt yêu cầu.
+ Quá trình lùi về của các xi lanh: Lúc này đồng thời có các tín hiệu tác động như sau: f6, f8, f9, f10. Các xi lanh bắt đầu từ S3 trở về vị trí S1.
+ Quá trình lấy sản phẩm và thay phôi mới: Khi các xi lanh đã lùi về vị trí tận cùng bên dưới thì dừng lại. Trong thời gian này công nhân lấy sản phẩm ra và cho phôi mới vào và sau đó tiếp tục chu trình mới.
Mọi yêu cầu thắc hoặc tư vấn hỗ trợ có thể liên hệ trực tiếp với chúng tôi Công ty Amech theo số điện thoại hoặc email sales.amech@gmail.com.








